


更新时间:2024-12-29 22:40:23 浏览次数:20 公司名称:聊城 金海金属材料有限公司
| 质量等级 | 一级 |
|---|---|
| 品牌 | 鑫中冶 |
| 是否可加工定制 | 是 |
| 计重方式 | 过磅 |
| 规格 | 齐全 |
| 材质 | 碳钢 合金钢 |


无缝钢管价格在不断“怀疑中”突破新高
今日国内黑色系继续飙涨,铁矿石仍然处于领涨地位,拉外盘涨内盘,普氏铁矿石62%指数升破150美元大关,创下2013年2月份以来新高;国内主力05合约以光脚大阳线姿态暴力拉涨6.76%,近月01合约则一举突破前期阻力位1000元关口,与外盘遥相呼应,创出上市来高点,其它品种全线跟涨!
期螺主力*高迫近4100元,与热卷携手涨逾2%。从资金流向来看,铁矿俘获近17亿资金支持,背后资金力量依然强劲。
无缝钢管现货市场价格向上拔高,涨幅在几十元不等,板材价格个别地区涨幅过百。受市场情绪带动,交投气氛偏好,少数低库地区现惜售操作,但总体未见放量迹象,市场存在一定恐高心理。
在高成本支撑下,无缝钢管厂家挺价意愿明显,宝钢大幅上调明年1月份厂价,涨幅在300-500元不等,*高无取向电工钢涨幅高达800元!
消息面上,昨日大商所再度发出警示,将非期货公司会员或者客户在铁矿石期货I2105合约上单日开仓量由不得超过10000手下调至5,000手,同时铁矿石期货I2105合约投机交易保证金水平提高至15%,但在资本的支撑下市场仍然走向了“反面”,
“逼仓”等资本情绪仍在发酵。


国内需要空缺的时段,出口量还有所削减,这关于无缝钢管来说无疑是雪上加霜的。尤其是后期,假如出口方面,交易冲突加大,出口继续削减,那么关于国内钢市来说,供需压力或愈加显着。尽管从上半年全国各地发布的出资方案来看,规模巨大,如此大手笔出资肯定会激发很多的钢管需要;但当前资金疑问依然未解,且7月份微观数据弱于预期,打击了商场决心,下流需要恐怕难以在短期内到达令人满意的情况。当前楼市限购松绑成风,货币方针也趋于宽松,但现货商场依然没有清晰表明,在需要持续低迷的情况下,钢管价格难有上行动力。钢厂减产不显着,后期供给压力加大。
据尽管9月中旬热轧无缝钢管产值小降,然仍处高位,且PMI数据闪现生产指数仍在反弹,标明钢厂在盈余尚可的状况下无减产志愿,争抢商场份额才是要害。同时数据还闪现无缝钢管新订单指数及新出口订单指数双双降低,标明后期实践需要可能存在降低的状况,而短期内,微影响项目的钢管需要爆发性开释的可能性也不大,因而,笔者以为当时整体供给压力正在转强。经济、方针利好不断,商场心态较为理性。钢铁职业的外部环境还在持续好转,现已发布的9月经济数据标明国内经济还在好转;且 对于支持经济持续稳中求升的办法亦接连不断,较大的提振了钢管商场的决心。但是,面对一连串的利好,无缝钢管商场却相当安静,在经历过前些年连续的利好预期失败后,商家现已相对理性,很少会为预期去提早买单,多持以观望心态为主。
终端钢管需要受气候、资金等多方要素影响而偏低,然上游供给却不断添加,在供强需弱的商场格式下,商家、钢厂对拉涨钢管价格均显得动力和底气缺乏。短期难有显着改观,制约钢管价格反弹,但下跌又无空间,无缝钢管只能弱势盘整等候。



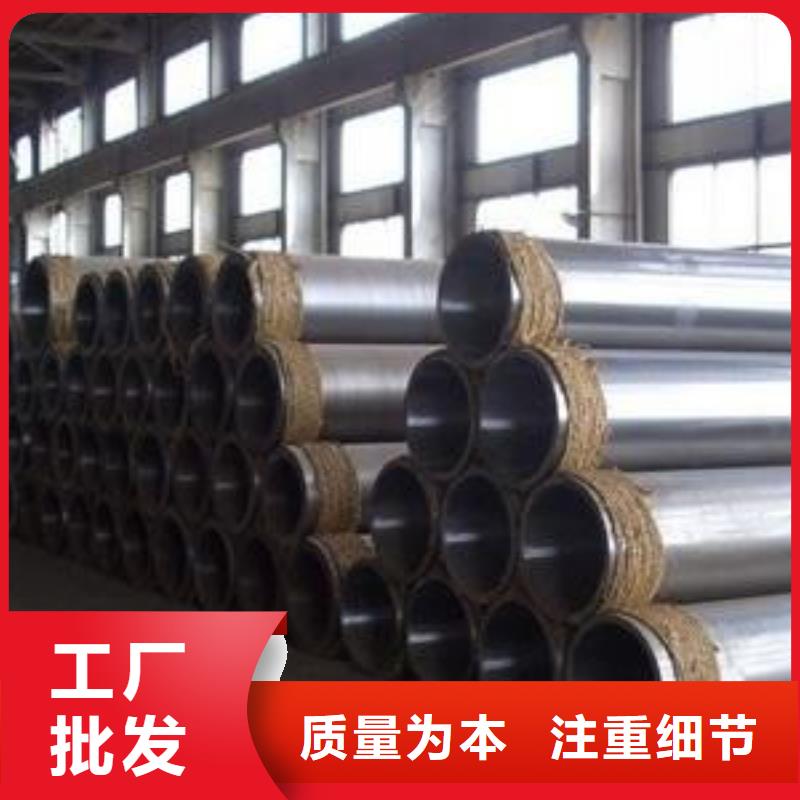
金海金属材料有限公司提倡“团结进取,发展创新”,发展企业规模、完善自身素质,吸取新的先进技术,在 山西晋中精密管产品质量、价格及售后服务方面真诚与广大客户合作。 公司自成立起,本着“平等互利、互惠发展”的原则,赢得广大客户的青睐和厚爱。我们在产品质量上严格把关,在售后服务上24小时热线服务确保为您的生产提供方便。 我们以优质的服务,平实的价格真诚期待您的光临!



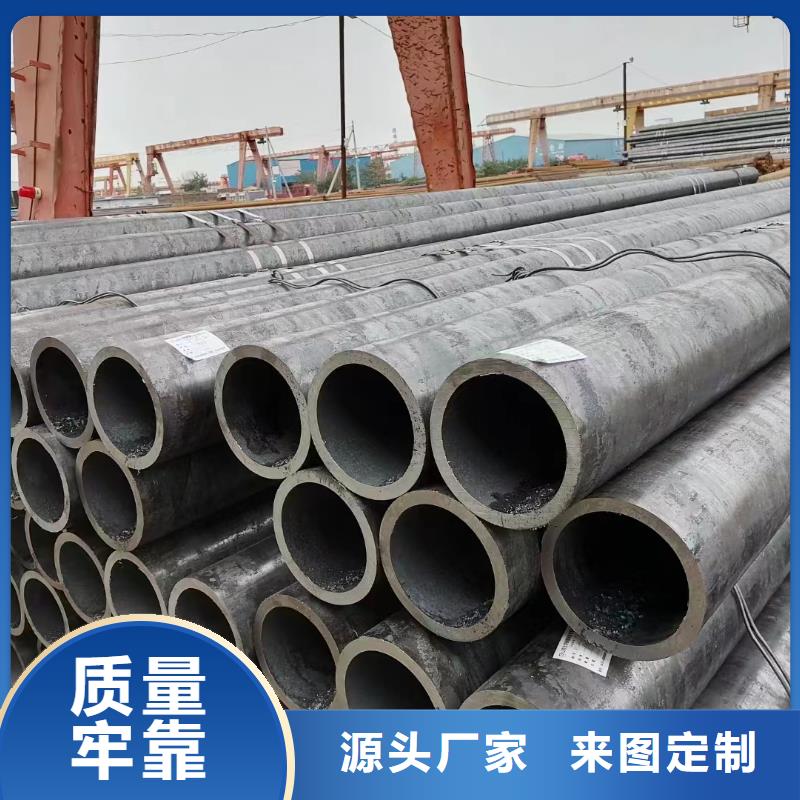
无缝钢管的焊接加工工艺:焊接前加温,焊后热处理、淬火
1、加热
无缝钢管电弧焊接前,关键对无缝钢管开展加温,操纵溫度三十分钟后逐渐焊接。
电弧焊接的加温和虚似束温淬火解决由控温解决的温控柜积极实际操作。选用远红外线追踪热处理设备板。智能型积极设定趋势图并纪录趋势图,传热系数测量温度。加温时传热系数测量点间距焊接边沿15mm-20毫米。
2、焊接方式
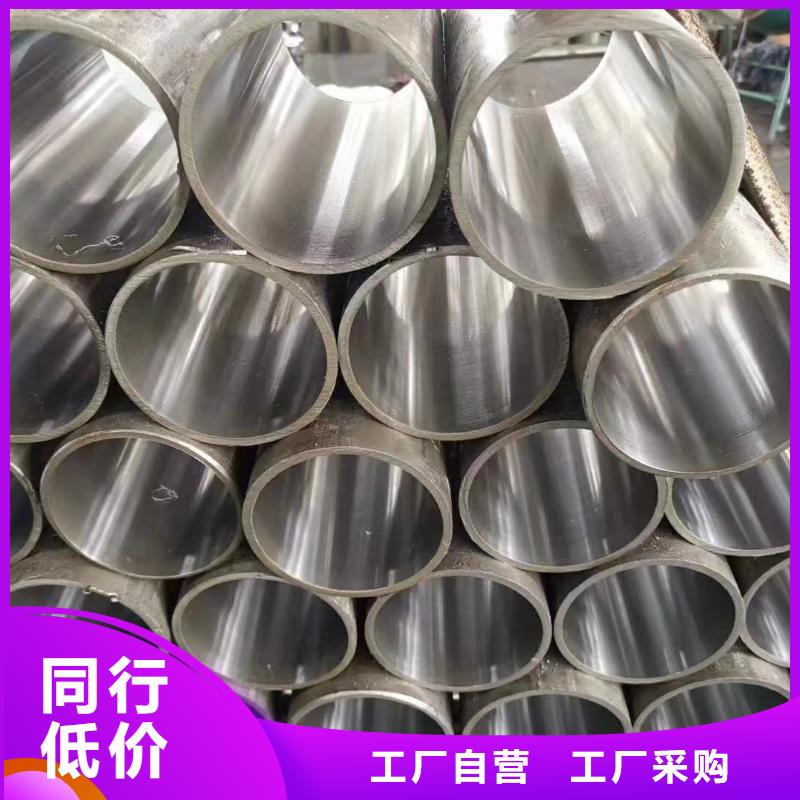
1.为了更好地避免 无缝钢管的焊接形变,每一个柱连接头由两人对称性焊接,焊接方位从正中间向两侧。焊接内对外开放(内对外开放时焊接贴近梁),操作过程从——层无缝钢管第三层无缝钢管道务必开展小规格型号,由于其电弧焊接严重危害焊接形变的关键缘故。电弧焊接一至三层后,应开展反刨。碳弧气刨运用后,必须对焊接工业设备开展打磨抛光,对焊接表层开展渗氮整理,表明金属光泽,避免 表层炭化造成裂痕。外孔焊接一次,其他内螺纹焊接一次。
2.电弧焊接=双层无缝钢管时,焊接方位应与层无缝钢管反过来,以此类推。各层对接焊缝间距15-20毫米。
3.应维持几台悍机的焊接电流量、焊接速率和重合叠加层数。
4.在电弧焊接中,务必从引弧板逐渐焊接,并在引弧板上完毕焊接。电弧焊接后断开、打磨抛光、清理。
3、经热处理后
焊接电弧焊接后,应在12小时内开展淬火解决。如不可以马上对无缝钢管开展热处理热处理解决,应征求隔热保温缓和冷的提议。当开展淬火解决时,应测量2个传热系数的溫度,并在焊接两边焊接传热系数。


